







Описание
| Основные характеристики | Значения |
| Диаметр шлифовального круга, мм | 500 |
| Максимальная длина заготовки, мм | 1000 |
| Мощность, кВт | 5,5 |
Все характеристики >>
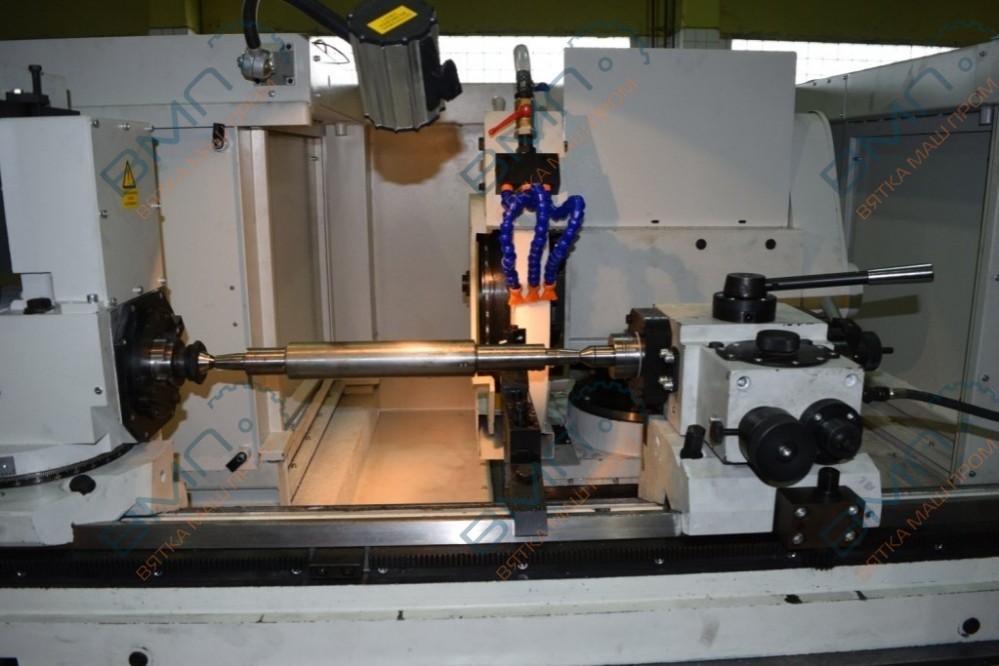
Предназначен для наружного шлифования абразивными или эльборовыми кругами наружных диаметров и прилегающих к ним торцев, а также шлифование внутренних отверстий, цилиндрических, конических и торцевых поверхностей на деталях типа вал, втулка, ось, фланец, крышка и др. Станок оснащён системой программного управления с сервоприводами. Область применения – предприятия серийного и мелкосерийного производства.
Кинематика станка обеспечивает следующие перемещения:
- вращение обрабатываемой детали (ось Sp1);
- вращение шлифовального круга (Sp2);
- вращение шлифовального круга внутришлифовального шпинделя (Sp3);
- поперечное перемещение шлифовальной бабки (координата X);
- продольное перемещение стола (координата Z);
- поворот передней бабки на заданный угол вручную;
- поворот верхнего стола на заданный угол вручную.
Особенности конструкции:
- Станок имеет литые базовые детали (станина, основание, стол нижний, стол верхний, бабка передняя, бабка задняя, шлифовальная головка)
- При шлифовании используется СОЖ на водной основе.
- Бесконтактные датчики
- Шлифовальная бабка имеет два шпинделя для наружного и внутреннего шлифования
- Механизм правки шлифовального круга устанавливается на бабке изделия
- Низковольтная аппаратура
Характеристики
| Основные параметры | ОШ-660.1Ф2 |
| Класс точности станка по ГОСТ 8-82 | В |
| Предельные размеры устанавливаемой заготовки: | |
| -длина при обработке наружного диаметра, мм | 1000 |
| - диаметр наружный, мм | 10...200 |
| - длина при обработке внутреннего диаметра (со снятой задней бабкой), мм | |
| Предельные обрабатываемые размеры - наружный диаметр - внутренний диаметр - глубина отверстия | 10...200 20..160 120 |
| Размеры устанавливаемого шлифовального круга для наружного шлифования: - наружный диаметр - внутренний диаметр - высота | 500 203 50 |
| Размеры устанавливаемого шлифовального круга для внутреннего шлифования: - наружный диаметр - высота | 16...50 20...40 |
| Мощность привода наружного шлифования, кВт внутришлифовального шпинделя, кВт | 5,5 2,2 |
| Частота вращения шпинделя, об/мин - наружного шлифования - внутреннего шлифования | 1430 2880 |
| Частота вращения обрабатываемой детали, об/мин | 1410 |
| Скорость установочных перемещений, м/мин - продольное - поперечное | 0,4 0,4 |
| Дискретность перемещения по управляемым координатам, мкм | 1 |
| Наибольшие перемещения:стола (координата Z), мм | |
| шлифовальной бабки (координата Х), мм | |
| Угол поворота- шлифовальной бабки, град. - бабки изделия, град | ±6 +45 |
| Габаритные размеры станка с приставным оборудованием: (ДхШхВ), мм | 4370х3460х1880 |
| Масса станка с приставным оборудованием, кг | 6000 |
Нашли ошибку в описании? Сообщите нам!
Комплектация и особенности
Стандартная комплектация:
- станок в сборе (с шлифовальной бабкой, бабкой передней и задней);
- гидростанция;
- шкаф электроавтоматики;
- светильник для освещения рабочей зоны;
- пульт управления с панелью оператора и программируемым логическим контроллером (S7-1200 фирмы «Siemens»);
- система подачи и очистки СОЖ c магнитным сепаратором и фильтром транспортером с рулонным фильтровальным полотном;
- механизм правки по торцу и периферии;
- комплект центров на переднюю и заднюю бабки;
- патрон трёхкулачковый (диаметр зажима 200 мм);
- фланцы шлифовального круга – 2 комплекта (1 к-т установлен на станке);
- опора регулируемая - 4шт.;
- шлифовальный круг ГОСТ Р 52781-2007: 500 х 50 х 203 (мм) 25А F90 K6V 50 м/с 2кл – 1 шт.
- комплект ЗИП (запасных частей и принадлежностей быстро изнашиваемые детали на 1 год эксплуатации);
- слесарный инструмент для обслуживания станка;
- комплект эксплуатационной документации: (руководство по эксплуатации на станок, руководство по эксплуатации электрооборудования, каталог запасных частей, инструкция по управлению – 1экз.)
Опции:
- Дополнительно возможна установка маховиков для обработки наружных и внутренних поверхностей тел вращения ручным управлением.;
- Замкнутые роликовые линейные направляющие.;
- Систему ЧПУ с ЖК монитором для отображения всей информации процесса обработки, для удобного программирования и управления
- Датчик касания .
- Оправка для статической балансировки шлифовального круга.
- Устройство вытяжное «УВ-1200.00.0.000.0.00».Устройство предназначено для извлечения тумана СОЖ с включениями твердой пыли и мелкой металлической стружки.
- Системы управления
- Набор хомутиков.
- Приспособление для правки круга по радиусу.
- Люнет для установки деталей и патрон трёхкулачковый (параметры согласовываются с заказчиком).
- Электрошкаф в комплекте с холодильным агрегатом
- Высокоточные радиально-упорные шарикоподшипники для шпинделя шлифовальной бабки и шпинделя передней бабки.
- Автоматическая правка шлифовального круга по запрограммированному циклу с компенсацией износа шлифовального круга.
- Устройство динамической балансировки шлифовального круга с функцией GAP (функция GAP обеспечивает обнаружение приближающихся препятствий и останавливает подачу шлифовального круга вне зависимости от программы обработки) и активный контроль (для контроля гладких цилиндрических и прерывистых поверхностей)
- Станция центробежной отчистки СОЖ – центрифуга.;
- Кабинетная защита.
- Внутришлифовальный шпиндель (фортуна) (30000 мин־¹, 45000 мин־¹).
- Обратные центра.
- Приспособление для правки круга под углом.







{kind=link}
{kind=link}